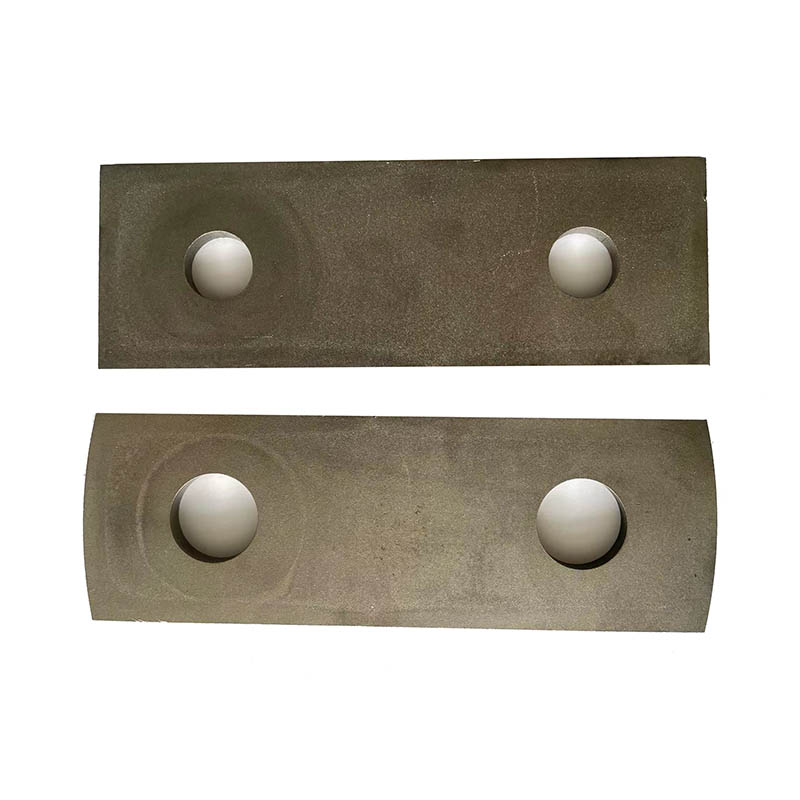
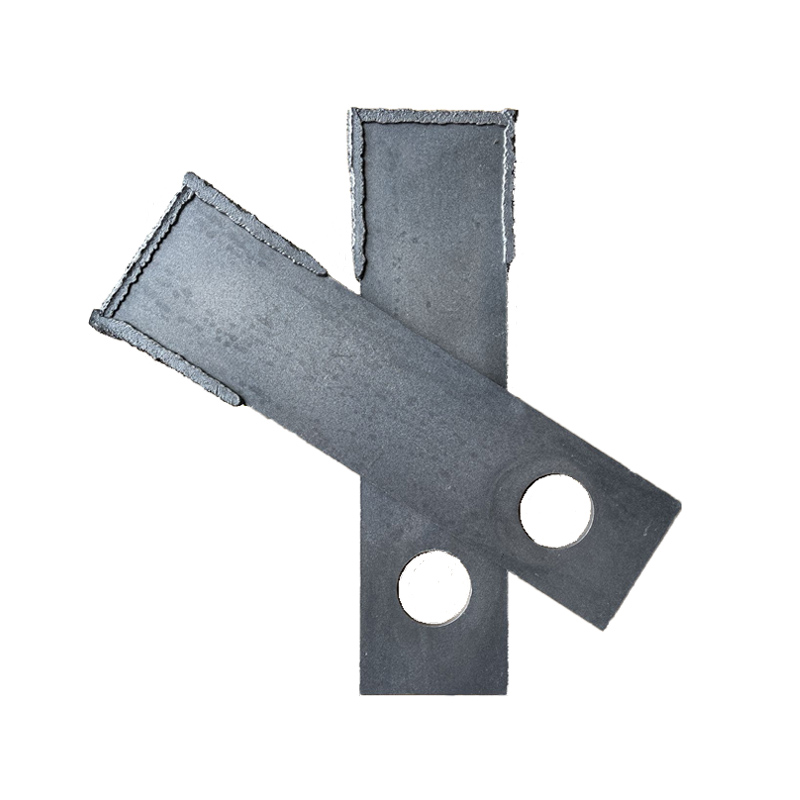
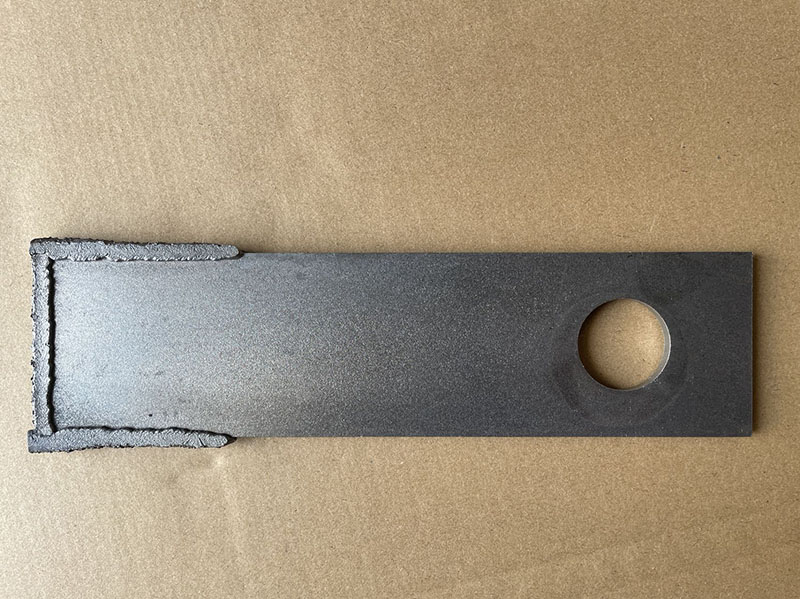
د ټنګسټن کاربایډ هامر تیغ د واحد سوري سره


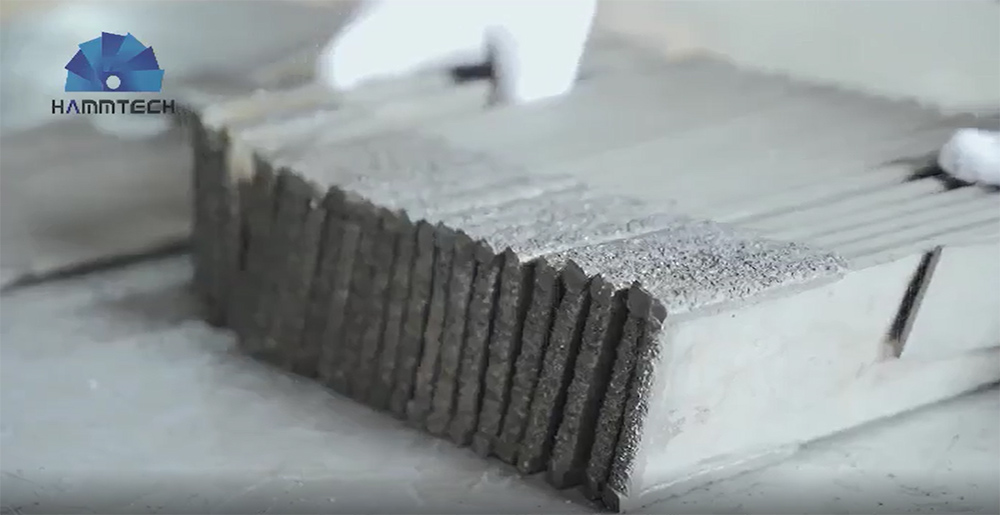
د سطحې سختول
د ټنګسټن کاربایډ الیاژ د هامر تیغ په کاري څنډو پوښل شوی، چې د طبقې ضخامت یې له ۱ څخه تر ۳ ملي میتر پورې دی. د ازموینې پایلو له مخې، د سټیک شوي ویلډډ ټنګسټن کاربایډ الیاژ هامر تیغونو د خدمت ژوند د ۶۵ ملیون ټولیز قوی شوي هامر تیغونو په پرتله ۷ ~ ۸ ځله لوړ دی، مګر د پخواني تولید لګښت دوه چنده لوړ دی.
د ماشین کولو دقت
هامر د لوړ سرعت چلولو برخه ده، او د هغې د تولید دقت د پلورائزر روټر په توازن باندې لوی اغیزه لري. دا عموما اړینه ده چې په روټر کې د هامرونو د هر دوه ډلو ترمنځ د ډله ایز توپیر باید له 5g څخه ډیر نه وي. له همدې امله، د هامر دقت باید د پروسس پروسې په جریان کې په کلکه کنټرول شي، په ځانګړي توګه د ټنګسټن کاربایډ هامرونو د سطحې کولو لپاره، د سطحې کولو پروسې کیفیت باید په کلکه تضمین شي. هامر تیغونه باید په سیټونو کې نصب شي، او د سیټونو ترمنځ تصادفي تبادله اجازه نلري.
مقدار او ترتیب
د هامر مل په روټر کې د هامر تیغونو شمیر او ترتیب د روټر توازن، د کرشنګ چیمبر کې د موادو ویش، د هامر د اغوستلو یووالي، او د کرشنګ موثریت اغیزه کوي.
د هامر تیغونو شمیر د روټر پلنوالی (هامر کثافت) په هر واحد کې د هامر تیغونو شمیر سره اندازه کیږي، کثافت د روټر لپاره د تورک پیل کولو لپاره خورا لوی دی، مواد ډیر ځله وهل کیږي، او د kWh تولید کم شوی؛ کثافت د کرشیر محصول لپاره خورا کوچنی دی چې اغیزمن شي.
د هامر تیغونو ترتیب په روټر کې د هامر تیغونو ډلو او د هامر تیغونو ورته ګروپ ترمنځ د نسبي موقعیت اړیکې ته اشاره کوي. د هامر تیغونو ترتیب د لاندې اړتیاو د ترلاسه کولو لپاره غوره دی: کله چې روټر څرخیږي، د هر هامر تیغ لاره تکرار نه کیږي؛ مواد د هامر تیغونو لاندې د کرشنګ چیمبر کې یوې خوا ته نه ځي (پرته له ځانګړو اړتیاو)؛ روټر د ځواک له مخې متوازن دی او په لوړ سرعت کې نه وایبریټ کیږي.

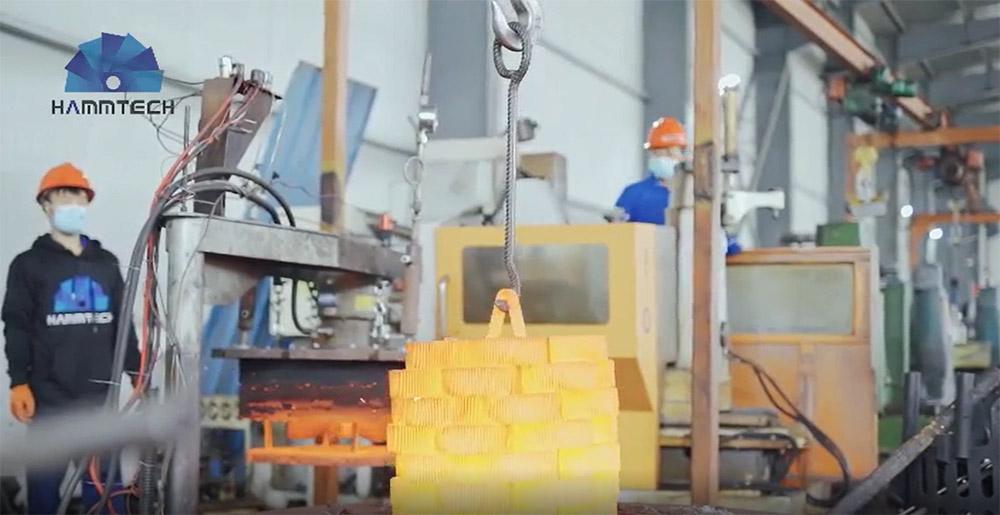
د کار اصل
د هامر تیغونو یوه ډله د بریښنا لیږد له لارې ګرځي، او د یوې ټاکلې سرعت ته رسیدو وروسته، ماشین ته ورکړل شوي مواد به ټوټه ټوټه شي (لوی مات شوی کوچنی)، او د فین د عمل لاندې، ټوټه شوی مواد به د سکرین د سوریو له لارې له ماشین څخه خارج شي.
د محصول بدلول
د هامر تیغ د کولہو یوه کاري برخه ده چې په مستقیم ډول په موادو برید کوي، او له همدې امله ترټولو ګړندۍ اغوستلو او ډیری وختونه بدلیدونکي اغوستلو برخه ده. کله چې د هامر تیغونو څلور کاري زاویې خرابې شي، نو باید په وخت سره بدل شي.